7*24小時服務(wù)熱線:
13633271137

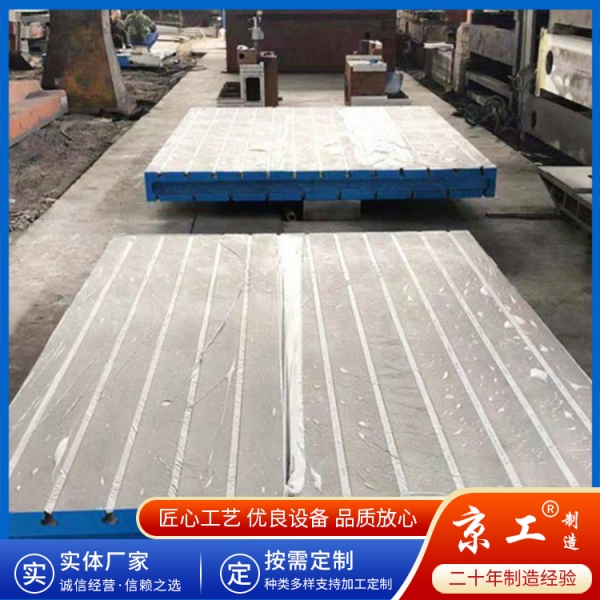

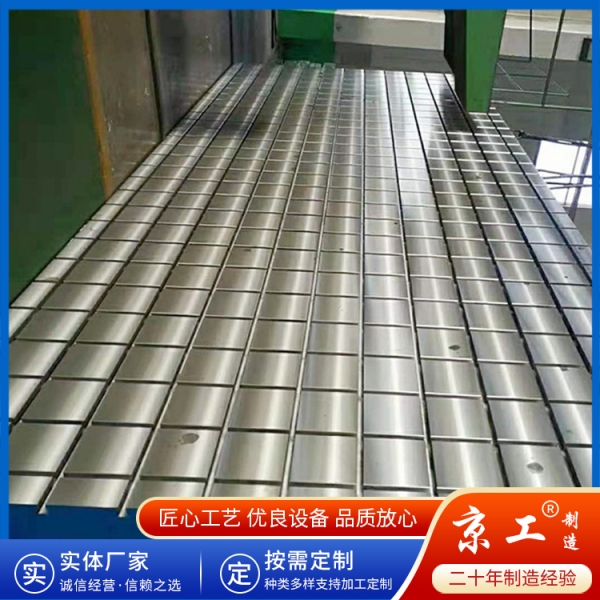
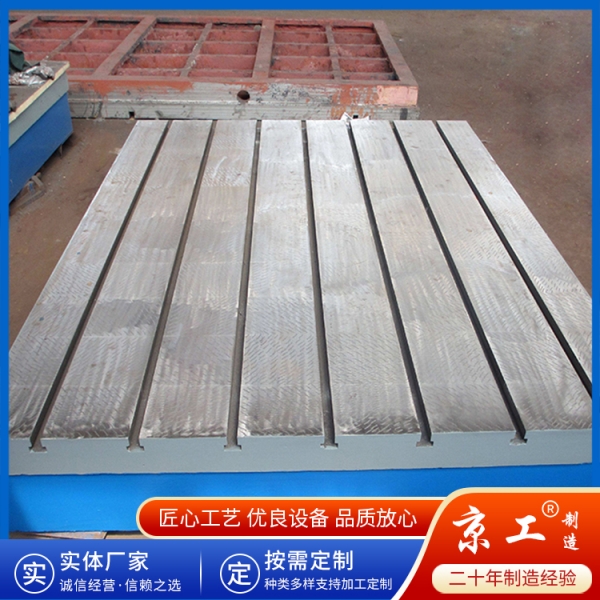
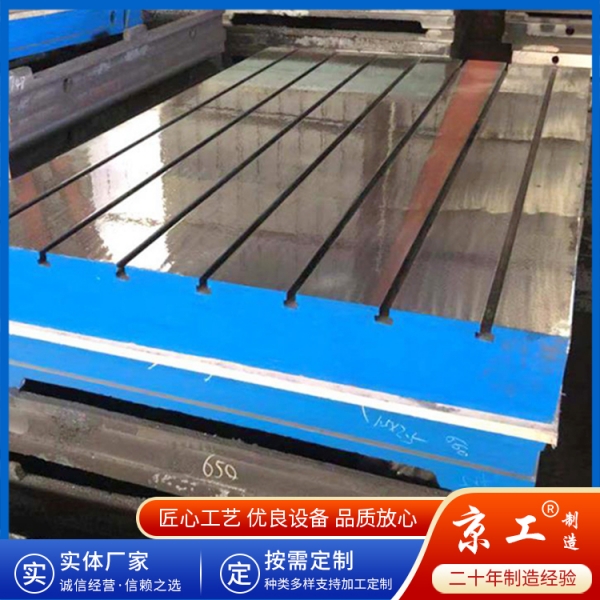
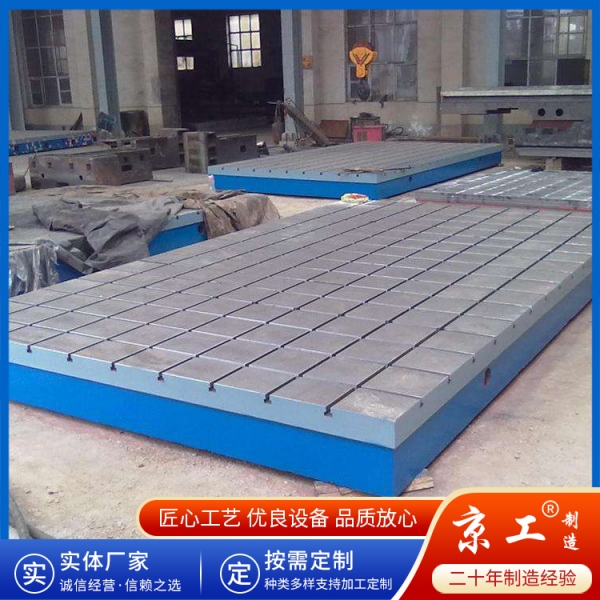
實心T型槽平臺應(yīng)用于動力機(jī)械設(shè)備的裝配,、調(diào)試、焊接,、鉚焊用的基準(zhǔn),,可以固定機(jī)械設(shè)備。規(guī)格可根據(jù)用戶需求制造,。
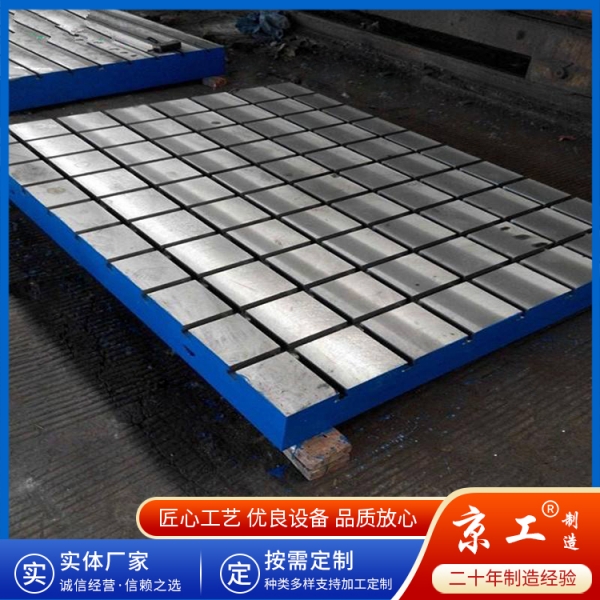
實心T型槽平臺表面處理:工作面采用刮研工藝,,用涂色法進(jìn)行檢驗,了平面精度,。工作面一般開有T型槽,,也可根據(jù)要求加工長孔或圓孔等。
實心T型槽平臺的制作工藝:
實心T型槽平臺在澆注完成后開始用振動清沙和人工除沙并清理鑄鐵平臺毛坯周圍的廢棄物,,清沙完畢后鑄件自然放涼并開始次回火(時效處理),,鑄件在回火窯升溫至780°并在窯種和窯的溫度同時降至50°方可出窯。鑄鐵平臺的鑄件在粗加工的時候使用的是龍門刨床和斷面銑床使鑄鐵平臺四周及上下面成正方形或是長方形,,如果需要開T型槽在刨完平面后放置后才能開T型槽或是U型槽,、矩型槽等加工。如果客戶需要的精度較高個光潔度較高,,那經(jīng)過粗加工后用6000*3000的數(shù)控龍門銑床進(jìn)行精加工,,數(shù)控龍門銑床加工后的精度直線度和平面度每米誤差0.008mm,光潔度可以控制在1.2以內(nèi)經(jīng)過人工拋光后光潔度高可以達(dá)到0.8,。如果在鑄鐵平臺上進(jìn)行鉆孔或是絞螺紋孔也可以用數(shù)控龍門銑床進(jìn)行一次性完成,,精度不錯,光潔度高。
實心T型槽平臺的技術(shù)要求:
1,、采用刮削工藝應(yīng)進(jìn)行涂色對研檢驗,。對研后顯示的接觸點(diǎn)面積的比率的規(guī)定:或者按25mm×25mm正方形面積的接觸點(diǎn)數(shù)見表3的規(guī)定,且任意25mm×25mm中的接觸點(diǎn)數(shù)之間應(yīng)不大于5點(diǎn),。
2,、T型槽平臺應(yīng)采用細(xì)密的灰口鑄鐵或合金等材料制造,其工作面硬度應(yīng)為170-220HB,。
3,、精度登記為0級-3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,,其硬度應(yīng)小于周圍材料的硬度,。工作面堵塞的砂孔應(yīng)不多于4個,且砂孔之間的間距應(yīng)不小于80mm,。
4,、T型槽平臺的鑄造表面應(yīng)型砂且平整,涂漆穩(wěn)定,。
5,、不能有嚴(yán)重影響外觀和使用性能的砂孔、氣孔,、裂紋,、夾渣、縮松,、劃痕,、碰傷、銹點(diǎn)等缺陷,。
6,、T型槽平臺工作面的平面度公差見表2的規(guī)定。
7,、通常應(yīng)采用刮削工藝,。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的大允許值為5um,。